P-System Konfigurator
Katalog
Länder- und Sprachauswahl
AT-DE








![[Translate to Österreich:]](/fileadmin/user_upload/Navigation/Loesungen/Kundenreportagen.webp "[Translate to Österreich:]")
Frisch ab Presse: Lamello Kunden erzählen, weshalb sie auf Lamello Verbinder setzen
Frisch ab Presse: Lamello Kunden erzählen, weshalb sie auf Lamello Verbinder setzen

Entdecken Sie vielfältige Anwendungsinspirationen, verbunden mit Lamello Produkten
![[Translate to Österreich:]](/fileadmin/user_upload/Navigation/Loesungen/Planungs-_und_Bearbeitungspartner.webp "[Translate to Österreich:]")
Gründe und Grundlagen für die Integration von Lamello Verbindern in Ihre Fertigung
Gründe und Grundlagen für die Integration von Lamello Verbindern in Ihre Fertigung
Hat Ihre Produktionssoftware die Lamelloverbinder integriert? Erfahren Sie es hier

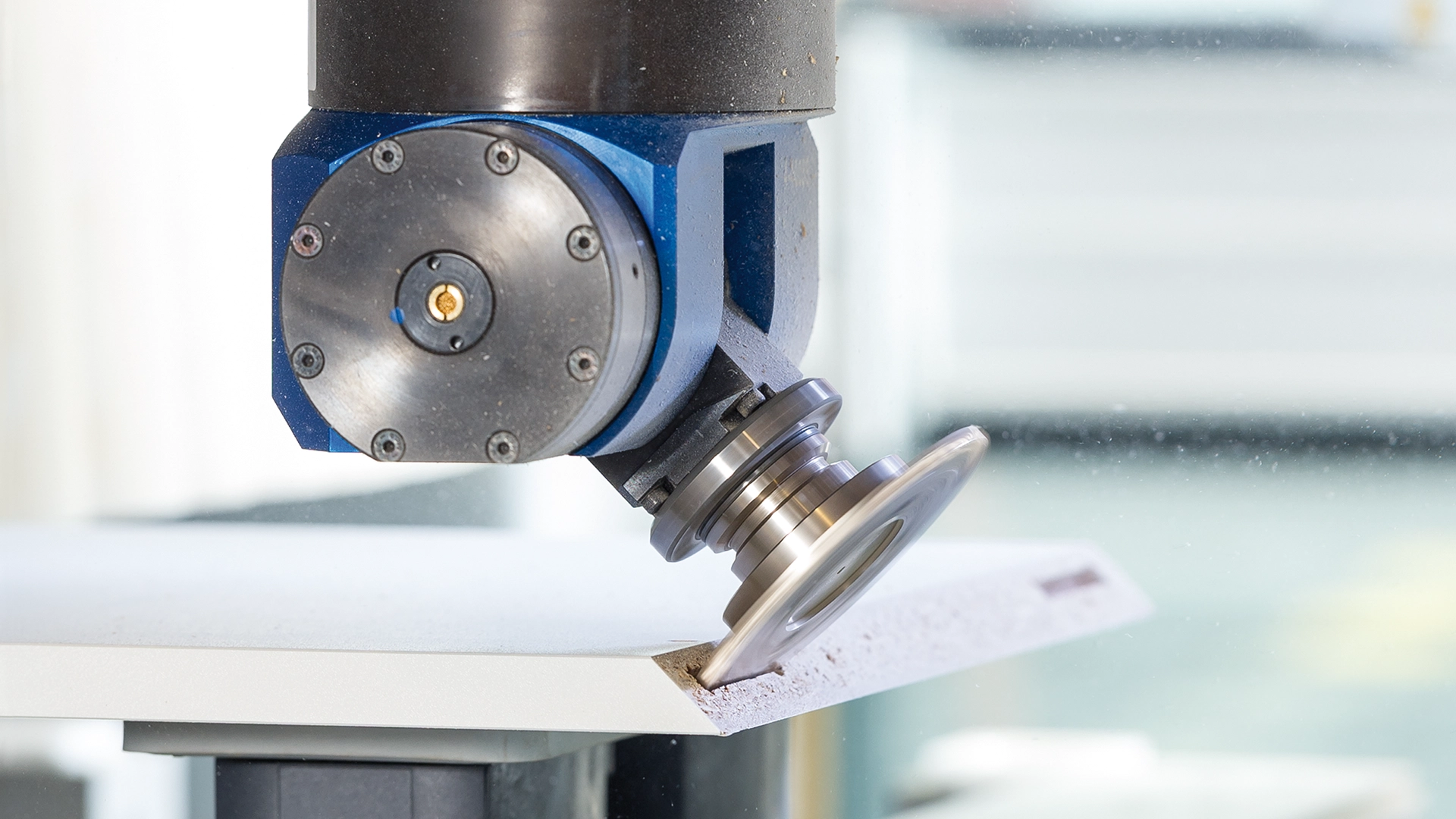
Entdecken Sie die Vorteile von Lamello Nutfräsmaschinen sowie deren effiziente Arbeitsweise
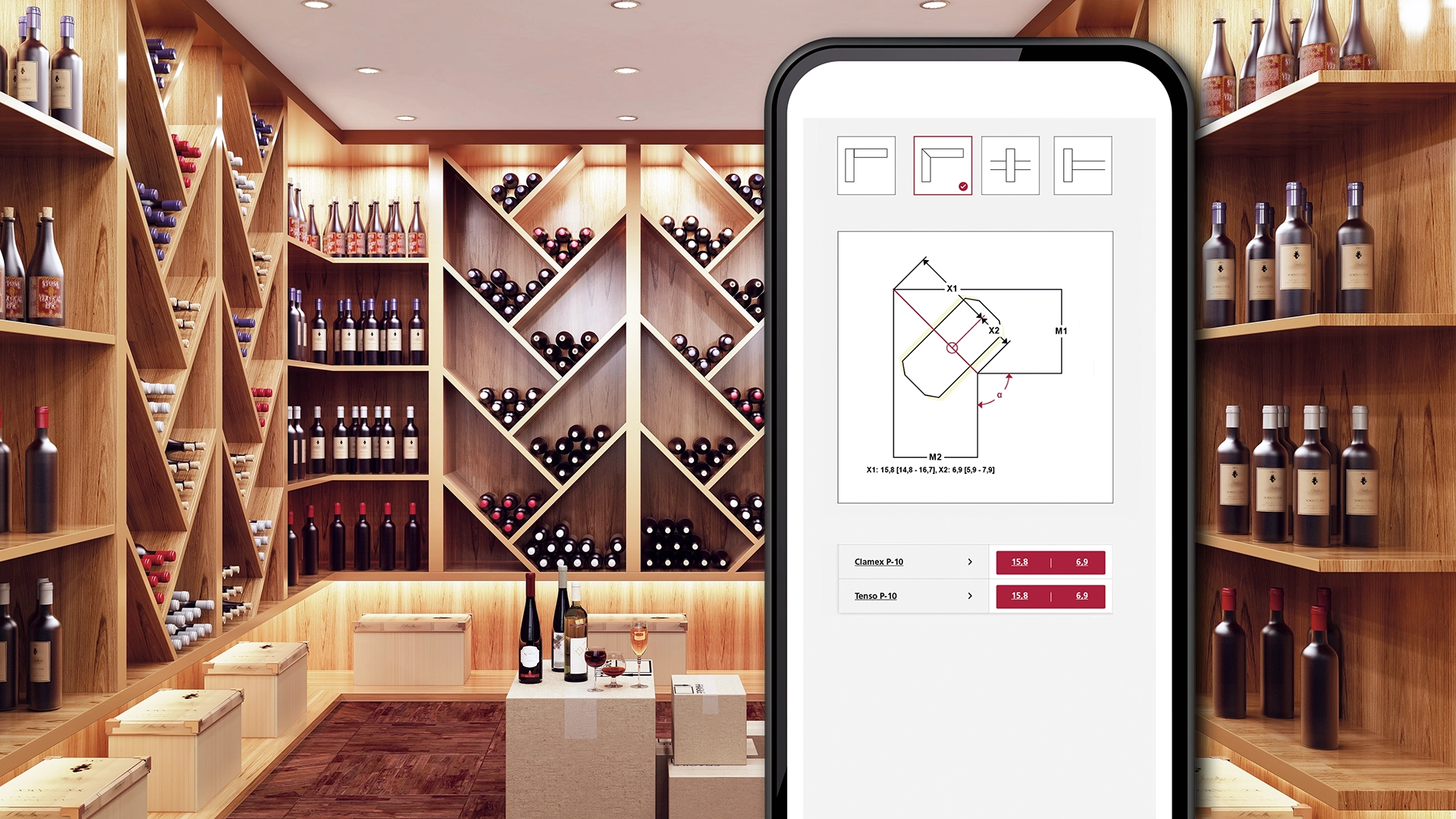
Innert kürzester Zeit den passenden Verbinder und die korrekte Einbauposition finden
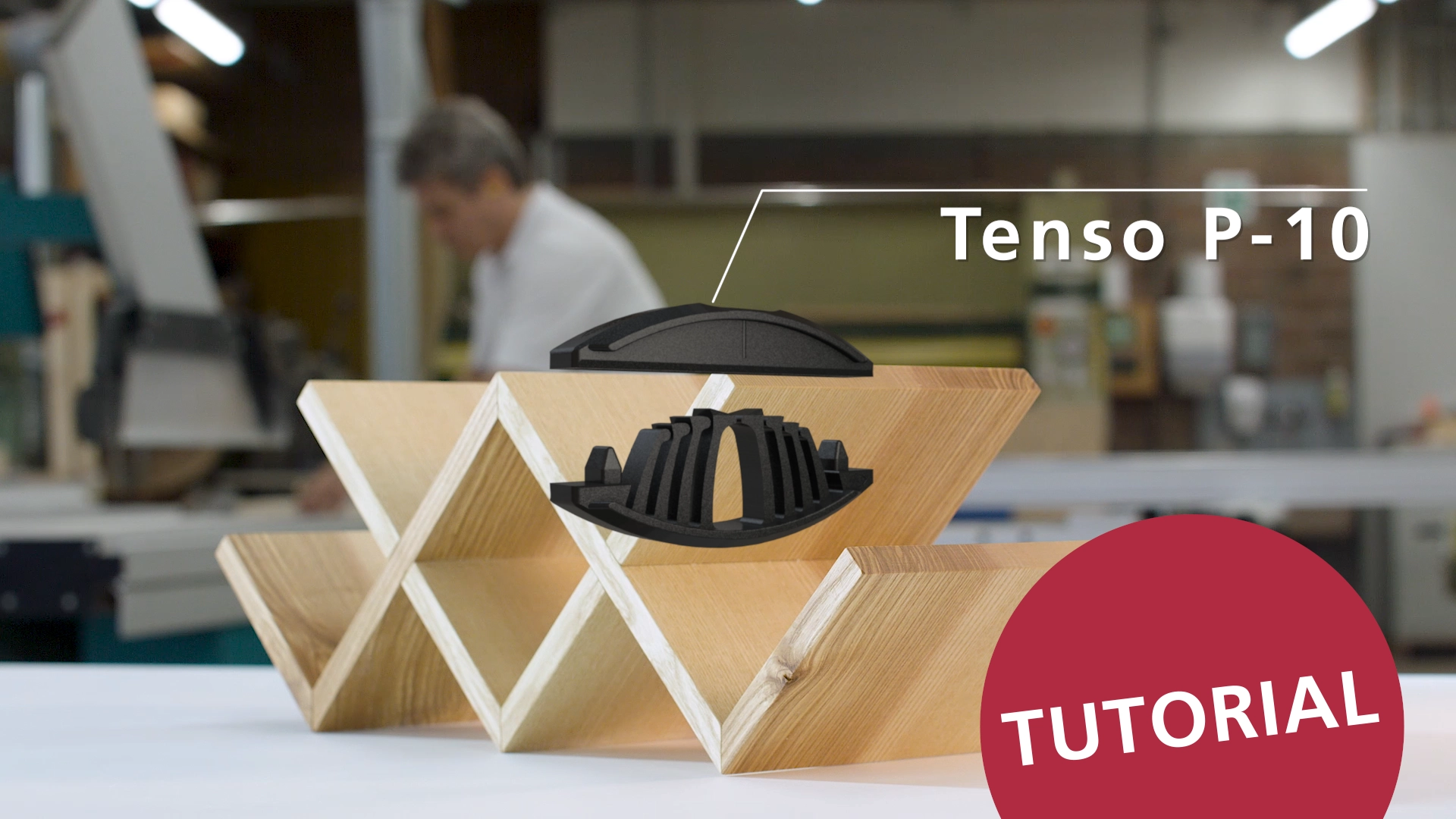
Der Einsatz von Lamello Produkten in unterschiedlichen Anwendungen Schritt für Schritt erklärt



![[Translate to Österreich:]](/fileadmin/user_upload/Navigation/Kontakt/Kontakt.webp "[Translate to Österreich:]")



Lamello hält, was es verbindet

Flexibilität, Produktivität, Kreativität – unsere Innovationen richten sich an Ihre Bedürfnisse

Weitreichend. Naheliegend. Wir sind weltweit für Sie da

Buchenholz aus nachhaltiger, lokaler Waldwirtschaft ist erst der Anfang

Der Mensch im Mittelpunkt der Lamello Organisation






















