Configurateur P-System
Catalogue
Sélection du pays et de la langue
BE-FR





Le système d’assemblage rapide grâce à un ancrage à engagement positif

Un produit de qualité pour des assemblages efficaces, intuitifs et précis

Systèmes de perçage uniques pour des exigences élevées en matière de productivité et d’esthétique

Des composants de système pour l'utilisation efficace des produits Lamello
![[Translate to Belgium FR:]](/fileadmin/user_upload/Navigation/Loesungen/Kundenreportagen.webp "[Translate to Belgium FR:]")
Dernières nouveautés : les clients Lamello racontent pourquoi ils misent sur les éléments d’assemblage Lamello
Dernières nouveautés : les clients Lamello racontent pourquoi ils misent sur les éléments d’assemblage Lamello

Découvrez de nombreuses idées d’application associées aux produits Lamello
![[Translate to Belgium FR:]](/fileadmin/user_upload/Navigation/Loesungen/Planungs-_und_Bearbeitungspartner.webp "[Translate to Belgium FR:]")
Raisons et bases de l’intégration des éléments d’assemblage Lamello dans votre production
Raisons et bases de l’intégration des éléments d’assemblage Lamello dans votre production
Votre logiciel de production a-t-il intégré les éléments d’assemblage Lamello ? Plus d’infos ici

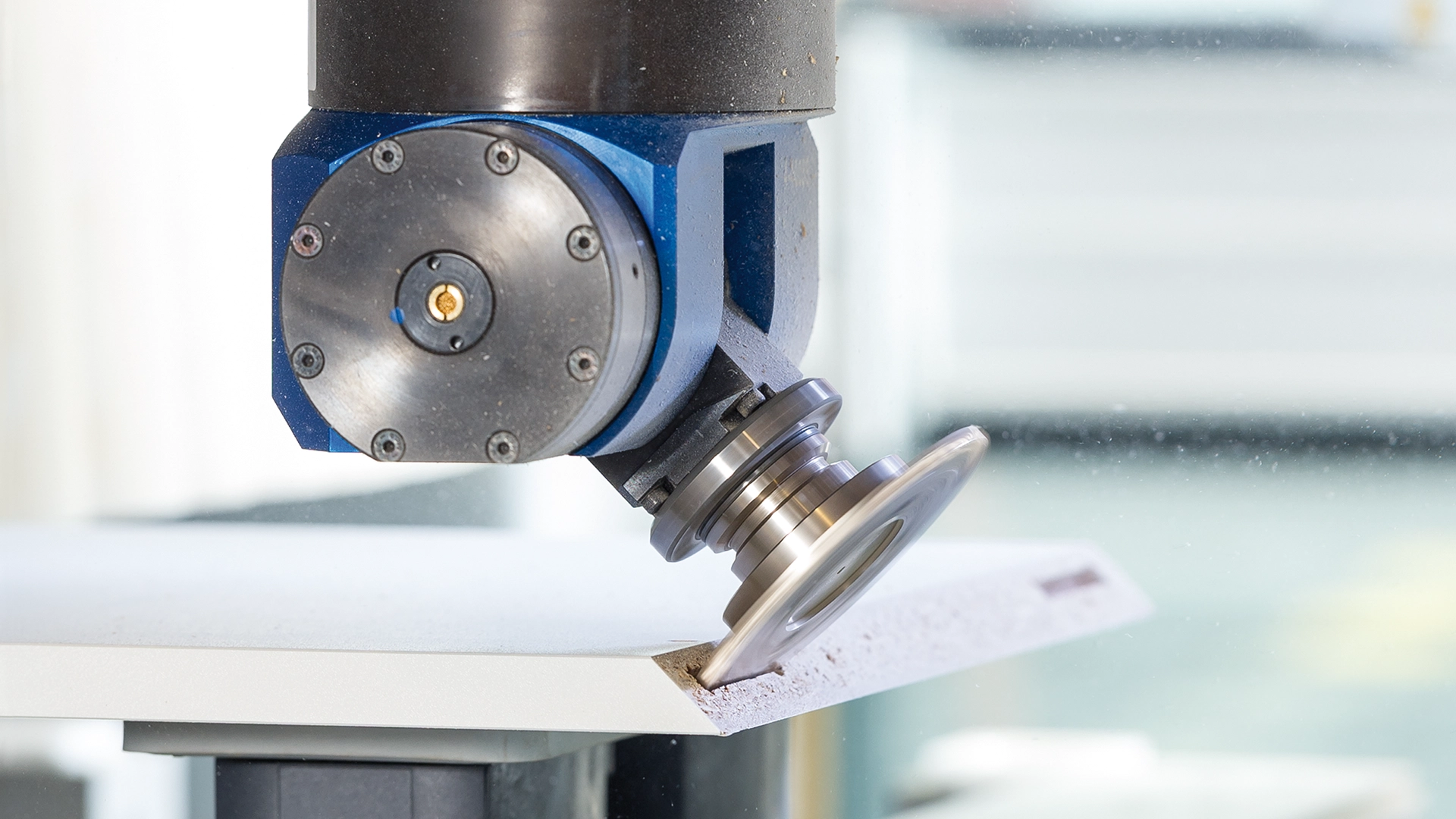
Découvrez les avantages des fraiseuses à rainurer Lamello ainsi que leur mode de travail efficace
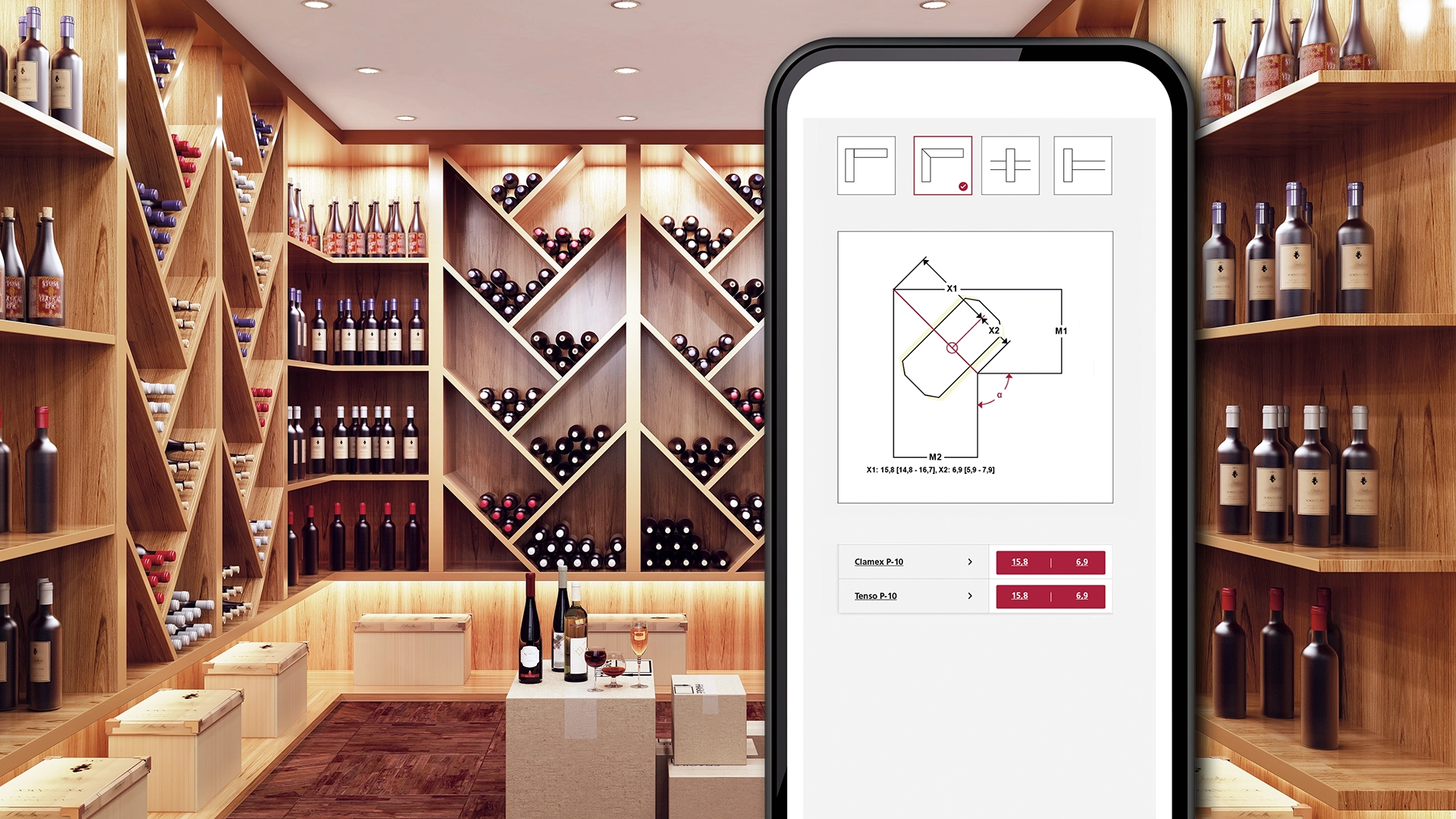
Trouver rapidement l’élément d’assemblage adapté et la position de montage correcte
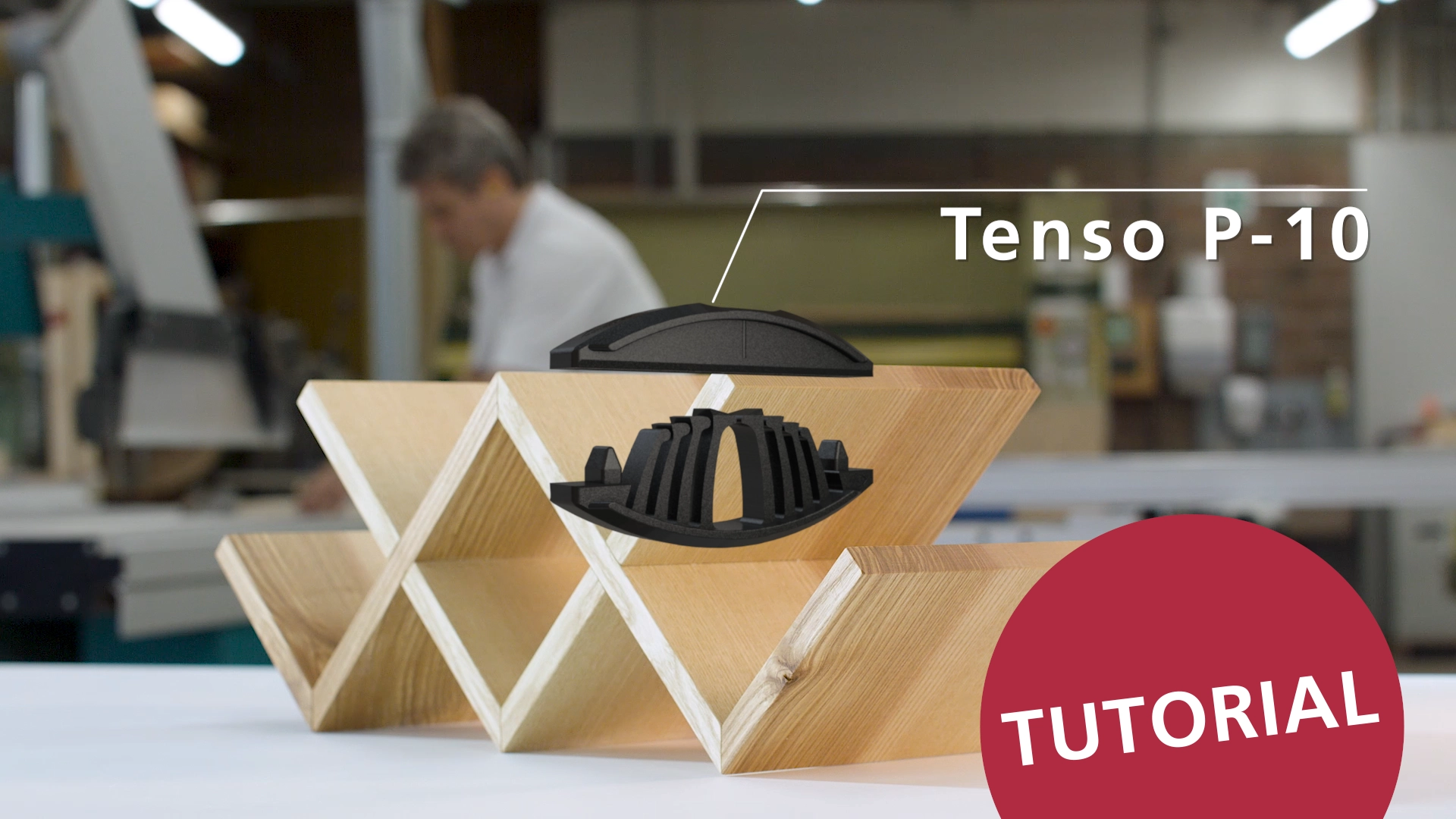
L’utilisation des produits Lamello dans différentes applications expliquée étape par étape



Trouvez votre spécialiste Lamello près de chez vous

Vous avez des questions sur nos produits et services ? Nous serons ravis de vous aider davantage

Découvrez Lamello en direct. Nous nous réjouissons de votre visite

Abonnez-vous et recevez les dernières actualités sur les nouveaux produits et des idées polyvalentes

Lamello tient ce qu'il assemble

Flexibilité, productivité, créativité : nos innovations répondent à vos besoins

Une longue portée. Une grande proximité. Nous sommes à vos côtés dans le monde entier

Le bois de hêtre issu de forêts locales durables n’est que le début

L’humain au cœur de l’organisation Lamello






















