Configurador P-System
Catálogo
Selección de país y idioma
ES-ES



![[Translate to Spanien:]](/fileadmin/_processed_/e/b/csm_Fraeswerkzeug_6f5bbf63aa.png "[Translate to Spanien:]")

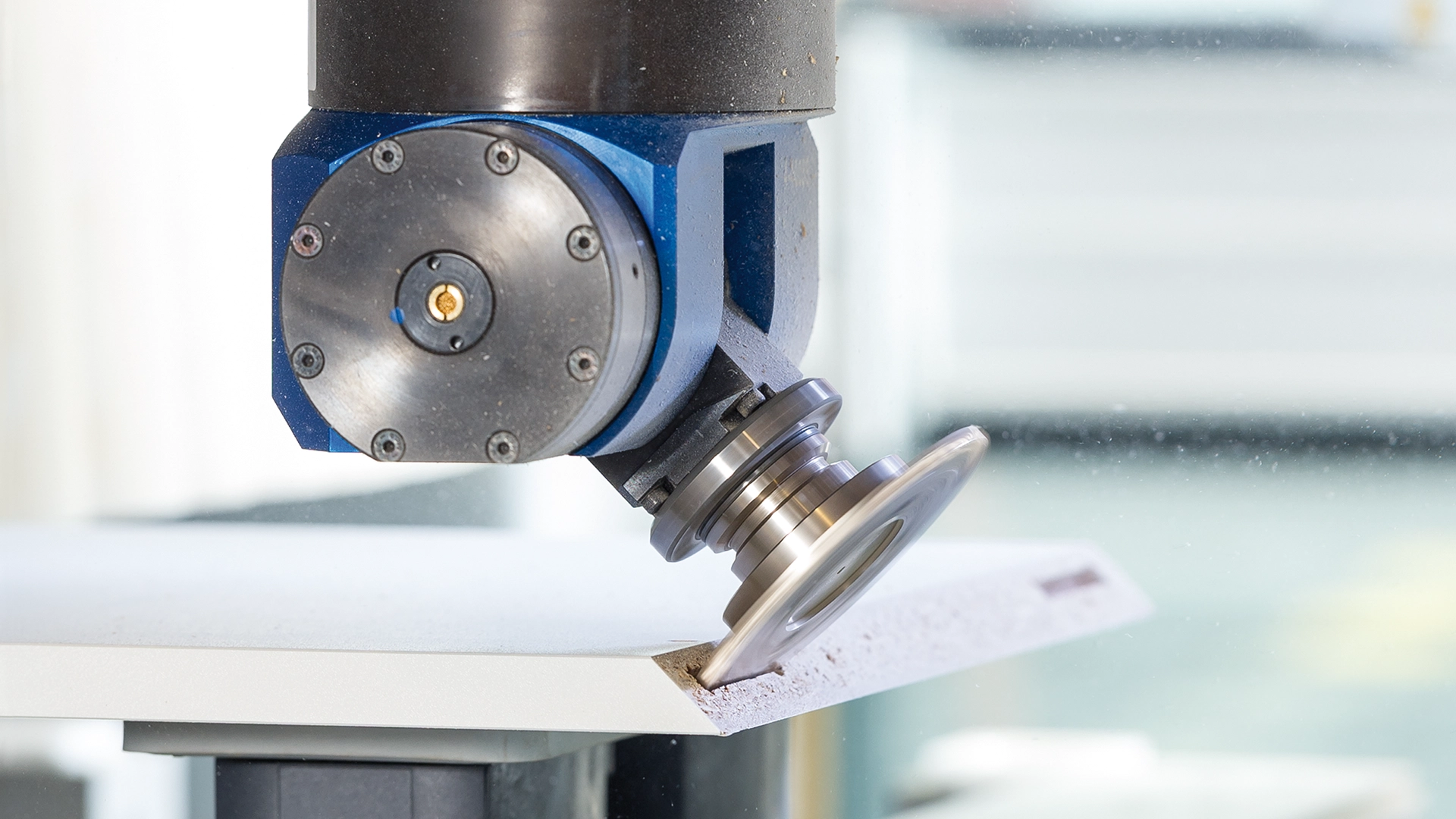
El sistema de conexión que ahorra tiempo con anclaje en forma de bloqueo

El original para lograr conexiones eficaces, intuitivas y precisas

Sistemas de taladrado únicos para conseguir una productividad y una estética excelentes

Componentes de sistema para el uso eficiente de los productos de Lamello
![[Translate to Spanien:]](/fileadmin/user_upload/Navigation/Loesungen/Kundenreportagen.webp "[Translate to Spanien:]")
Recién salido de la prensa: los clientes de Lamello nos cuentan por qué apuestan por los elementos de ensamblaje de Lamello
Recién salido de la prensa: los clientes de Lamello nos cuentan por qué apuestan por los elementos de ensamblaje de Lamello

Descubra múltiples ideas de aplicación en combinación con los productos de Lamello
![[Translate to Spanien:]](/fileadmin/user_upload/Navigation/Loesungen/Planungs-_und_Bearbeitungspartner.webp "[Translate to Spanien:]")
Motivos y fundamentos para integrar los elementos de ensamblaje de Lamello en su producción
Motivos y fundamentos para integrar los elementos de ensamblaje de Lamello en su producción
¿Su software de producción ha integrado los elementos de ensamblaje de Lamello? Más información aquí

Descubra las ventajas de las engalletadoras Lamello y su modo de trabajo eficiente
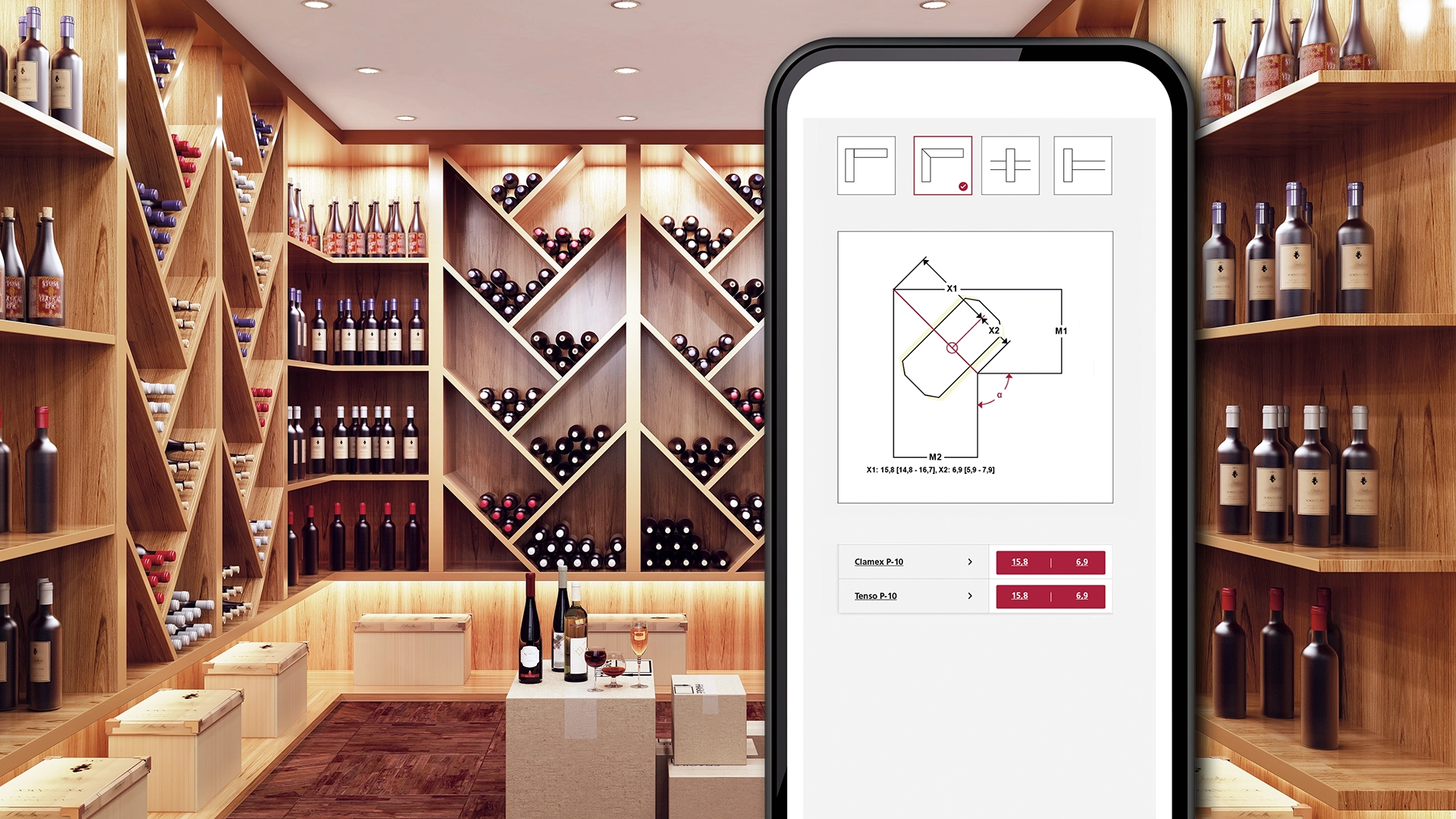
Encontrar el elemento de ensamblaje adecuado y la posición de montaje correcta en el menor tiempo posible
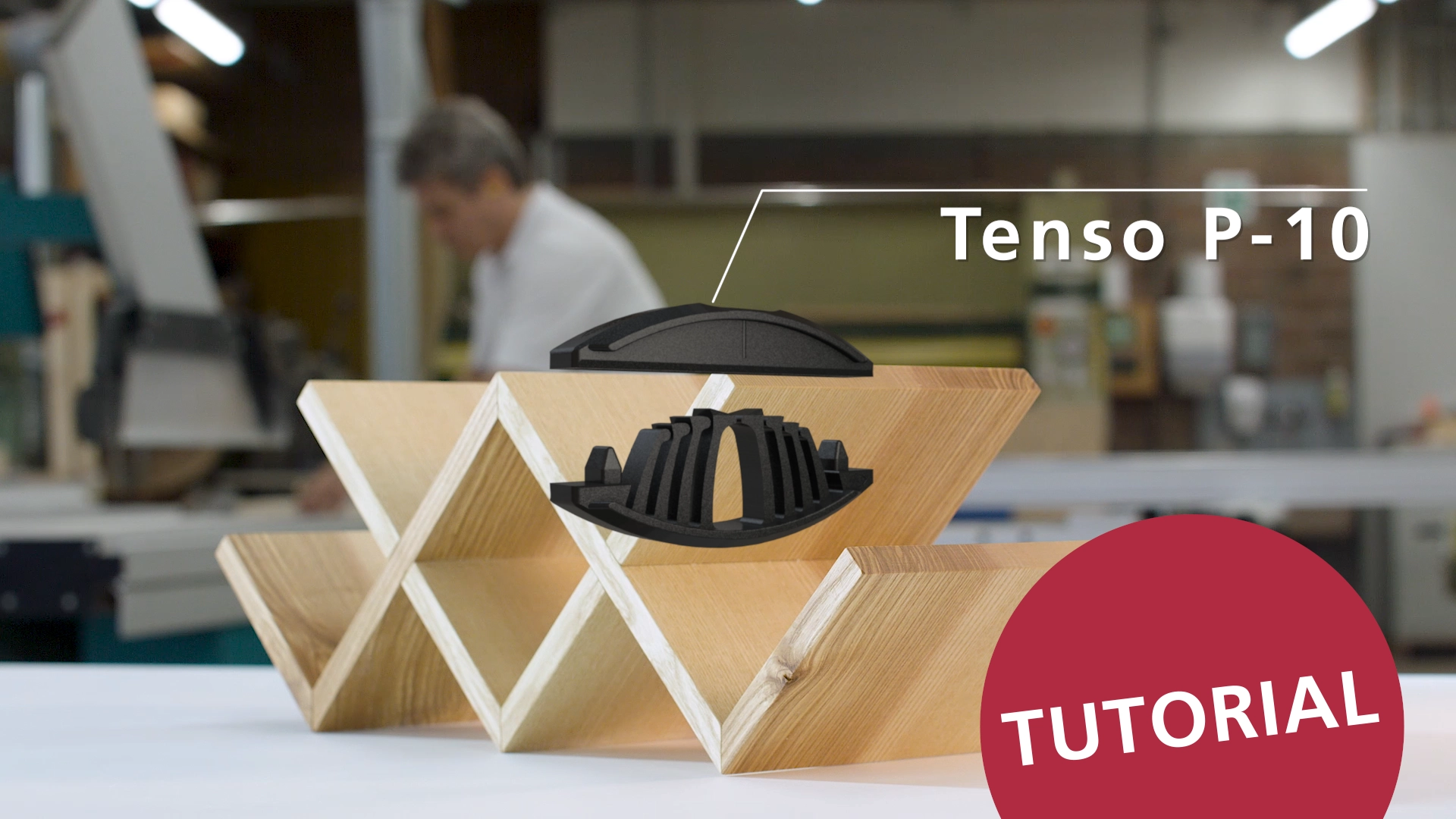
El uso de los productos de Lamello en diferentes aplicaciones explicado paso a paso







Lamello mantiene lo que une

Flexibilidad, productividad, creatividad: nuestras innovaciones se adaptan a sus necesidades

Llegamos lejos. Estamos cerca. Nos tiene a su disposición en todo el mundo

La madera de haya procedente de bosques locales sostenibles es solo el principio

Las personas son el centro de atención de la organización Lamello






















