Configuratore P-System
Catalogo
Selezione del paesi e lingua
IT-IT








![[Translate to Italien:]](/fileadmin/user_upload/Navigation/Loesungen/Kundenreportagen.webp "[Translate to Italien:]")
Fresco di stampa: I clienti Lamello raccontano perché scelgono le giunzioni Lamello
Fresco di stampa: I clienti Lamello raccontano perché scelgono le giunzioni Lamello

Scopri i molteplici impieghi legati ai prodotti Lamello
![[Translate to Italien:]](/fileadmin/user_upload/Navigation/Loesungen/Planungs-_und_Bearbeitungspartner.webp "[Translate to Italien:]")
Perché integrare le giunzioni Lamello nella produzione
Perché integrare le giunzioni Lamello nella produzione
Il tuo software di produzione ha integrato le giunzioni Lamello? Scopri di più qui

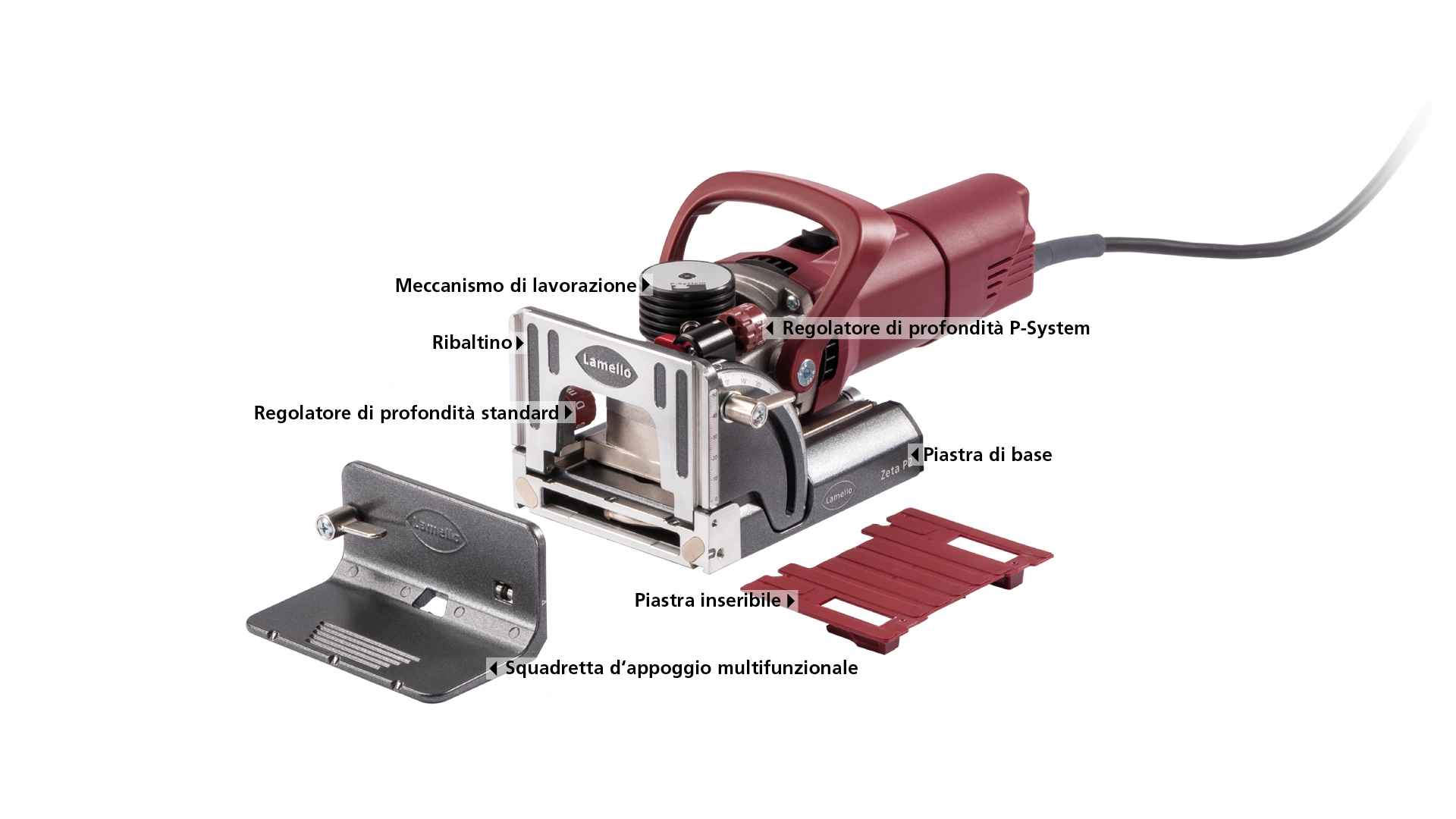
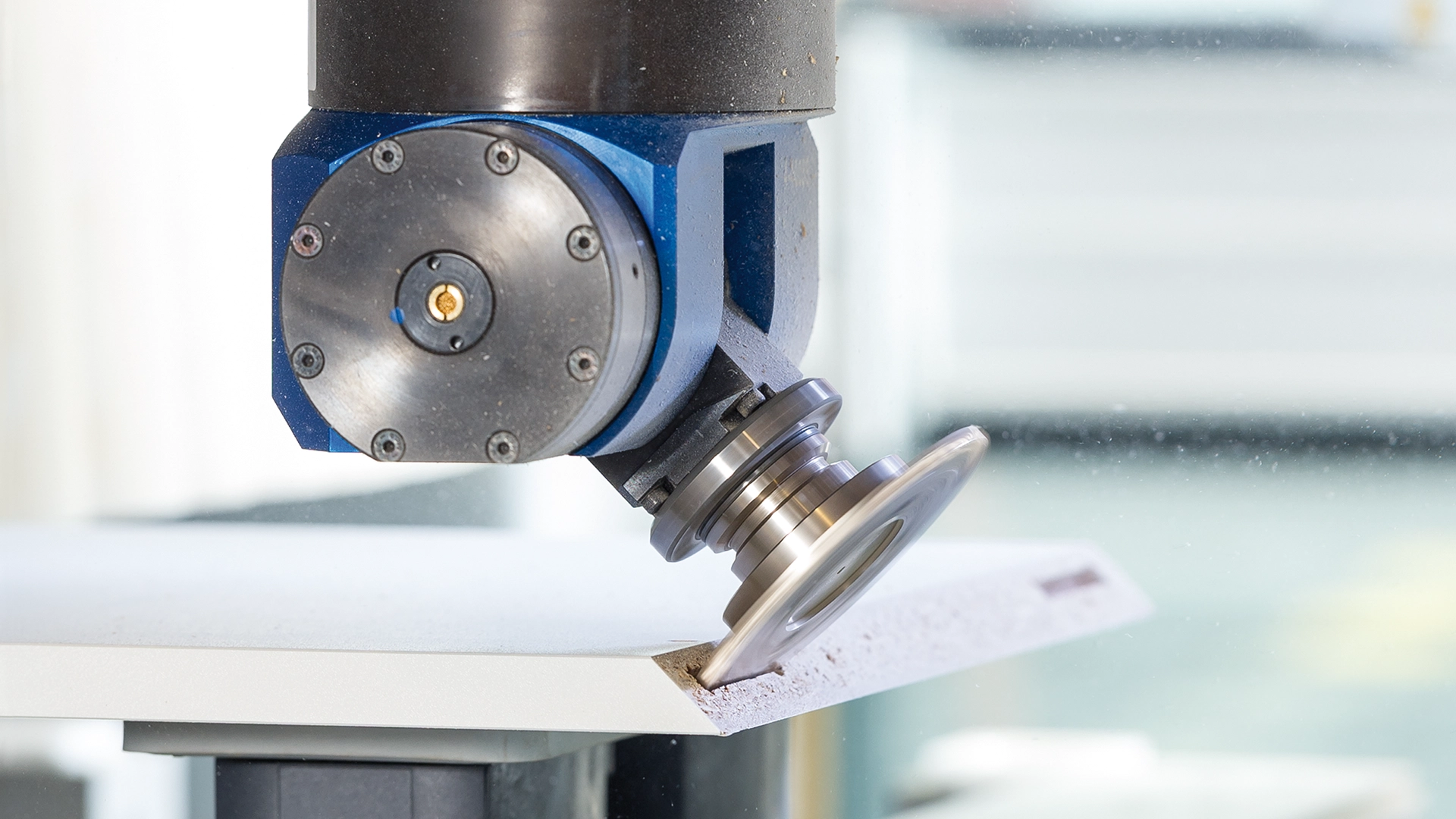
Scopri i vantaggi delle fresatrici Lamello e il loro funzionamento efficiente
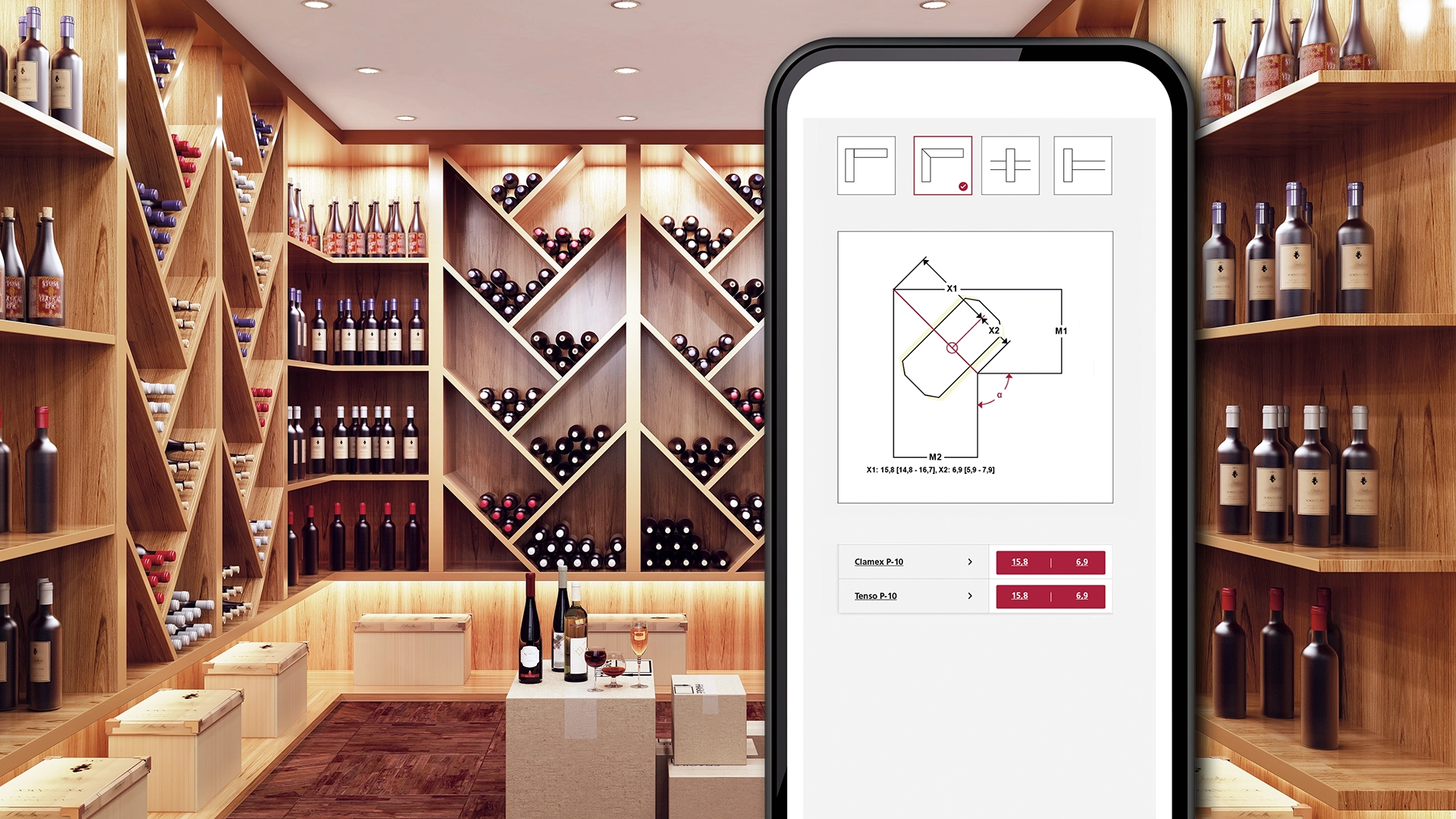
Trovare rapidamente la giunzione adatta e la posizione di montaggio corretta
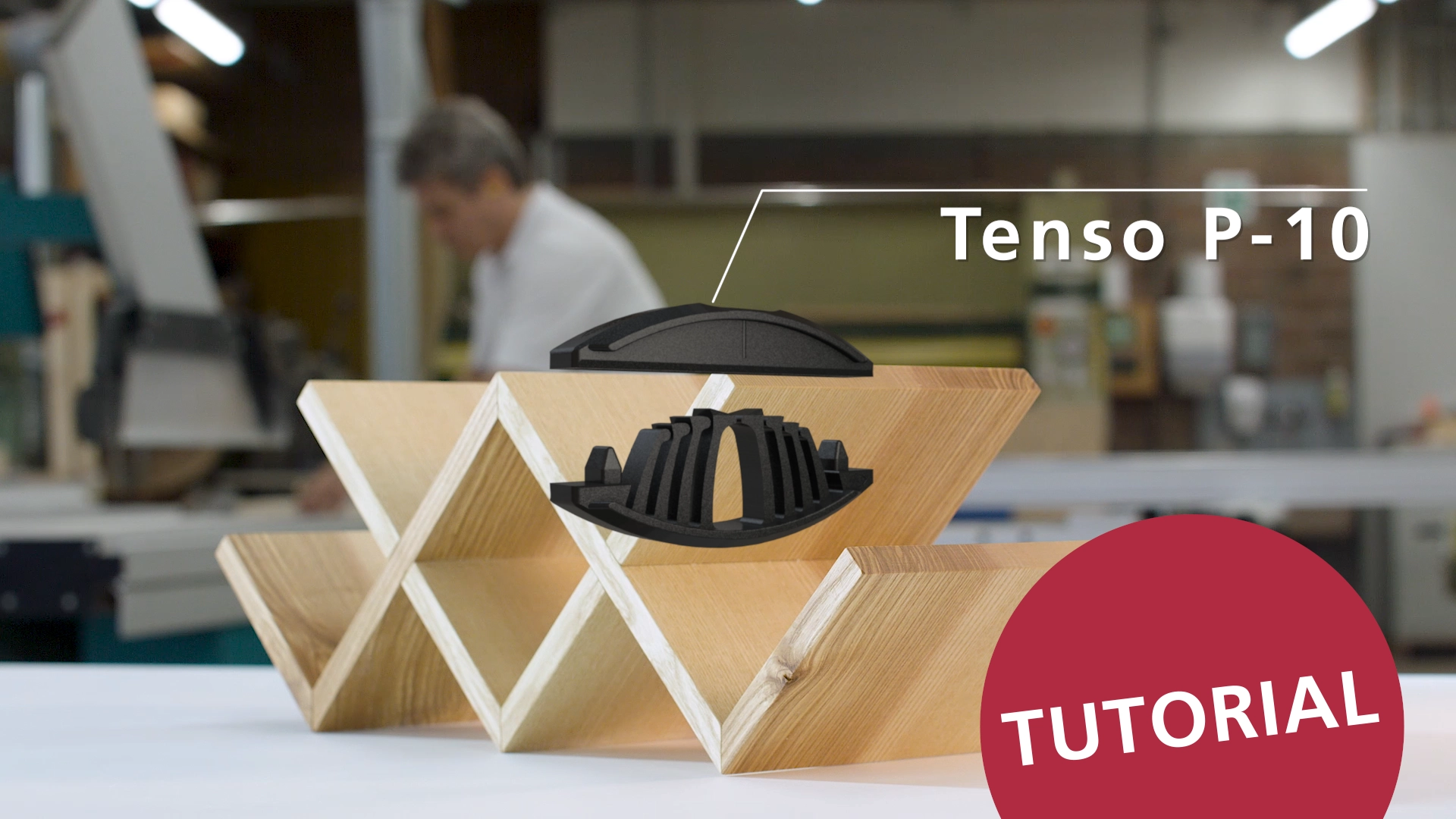
L'impiego dei prodotti Lamello in diverse applicazioni spiegato passo dopo passo







Lamello mantiene ciò che unisce

Flessibilità, produttività, creatività: le nostre innovazioni si adattano alle tue esigenze

Ovunque. Evidentemente. Siamo a tua disposizione

Il legno di faggio proveniente da boschi sostenibili e locali rappresenta solo l'inizio

Le persone al centro dell'organizzazione Lamello